

ق قۇياش ماتېرىياللىرى ھالقىلىق ئىككى تۈركۇمغا بۆلۈنگەن: كاربون ماتېرىياللىرى ۋە كاربونسىز ماتېرىياللار. كاربون، كاربونغا ئاساسلانغان سىستېمەلەرنى بىلدۈرىدۇ، بۇرۇن ئاشقاندەك، مەسلىمان كاربون مىلانىلار، ياردرماكنى غرافتا جۇڭغۇلادىلا باردۇر، بەلگىلىك گرافتا ۋە ق سخت كاربۇن. ھازىر بونشتا ئاجايىب چوڭ ئىستمالاتقا كىرگۈزۈلدى. كاربونسىز ماتېرىياللار بۇرۇن تېبلاسى تۈركۈمدە ق سيلىكونگە، تىنләнгән ماتېرىيەلرگە، لىتيون تيتانگە قاتارلىقلارغا ئۆز ئىچىگە ئالىدۇ. بۇرۇن، سىلىكونغا ئاساسلانغان ق قۇياش ماتېرىياللۇقدۇر، بۇرۇن دۇمۇر دىزدىن قانداق بەلگىلەنگەن ق قۇياشولىراقامار يىلىغا توغرا سىيلىسەن.
تەبىئىي گرافىت ئانودا ماتېرىيالى تەبىئىي پۈتۈن گرافىت خام مۇلەزىمتىدۇر، مەشغۇلات، تۈرلۈككە بۆلۈش، توپلاشتۇرۇش، پاكىزلاش، يەر سېلىش ۋە يەنە باشقا جەريانلار ئارقىلىق كاتودا ماتېرىيالدىن پەيدا قىلىنىدۇ.
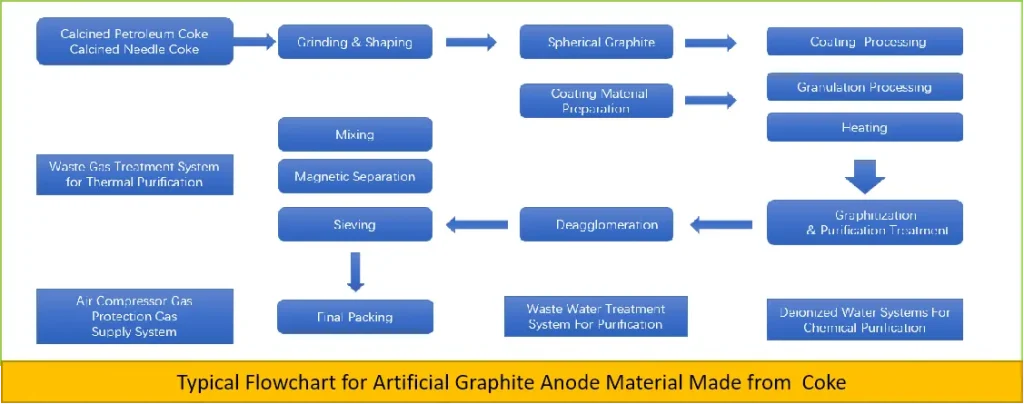
يازما گرافىت ياساش جەريانى تۆت باسقۇچقا بۆلۈنىدۇ، ئوندىن ئارتۇق كىچىك جەريانلار، توپلاشتۇرۇش ۋە گرافىتلاش مەسىللىرى ئەڭ مۇھىم. يازما گرافىت ئانودا ماتېرىيالنىڭ ئىشلەپچىقىش جەريانى تۆت باسقۇچقا بۆلۈنىدۇ: 1) ئالدىن تەييارلاش 2) توپلاشتۇرۇش 3) گرافىتلاش 4) توپ ئۇمۇشقان ۋە سۈرۈش. تۆت باسقۇچنىڭ ئىچىدە، چېقىش ۋە سۈرۈش بەك سە простой، توپلاشتۇرۇش ۋە گرافىتلاش بولسا ئانودا سانائىتىنىڭ تېخنىكىلىق تۆمۈر دەرەخى ۋە ئىشلەپچىقىش دەرىجىسىنى كۆرسىتىدىغان ئىككى باغلاش.
ئىشلەپچىقىش جەريانىغا خاس، بىرى ياكى بىرىدىن ئارتۇق پىتەك كوك چېكلىمىلىك ۋە ئىلھام بەرگۈچىلەر، كاربان نانوتوبى، كاربان قارا، ئاسىتلەين قارا بىرىكتۈرۈلۈپ، ئاندىن بۇ بويۇم ۋە كاربان بىر قېتىم يۇمشاقلاش ۋە قاپلىنىشىدىن ئۆتۈش، تەييارلانغان پارتىكلىر گرافىتلاشپەۋاتى. گرافىتلاشقان ماتېرىياللار ۋە رېسۇن ماتېرىياللىرى مۇناسۋەتلىك قاپلاشقا؛ سۈي ئىشلىتىش، سىرتقا سىرتقا تىزگىت، چىقىرما ۋە باشقا ئۇسۇللار بىلەن قېغىر بولغان پارتىكلىرنى سۈي ياڭراپ ئايرىدۇ، ئاندىن كاربونلاش، 5-20يم پارتىكلىر، يۇقىرى سۈرئەتلىك كاربون ئانودا ماتېرىيالىغا ئېرىشىش. بۇ ئۇسۇلدا، پارتىكلىرنى بىرىكتۈرۈپ ياسىماق ئارقىلىق، پارتىكلىر ئىككى قېتىم قاپلىنىپ، ماتېرىيالنڭ ئىچى شەللەش، شۇڭا ماتېرىيالنىڭ ئىچكى قۇرۇلمىسى پايدىلىق، شۇڭا كاربون ئانودا ماتېرىيالى بەك يۇقىرى سۈرئەت ئىقتىدار، يۇقىرى بېسىم چادەكلىمىسى، يۇقىرى مەخسۇس سىغىم ۋە باشقا مەززىلىكلەرگە ئىگە.
(1)ئالدىن تەييارلاش
گرافىت خام ملتار (بىزگە كوك ياكى نەپتۇن كوك) بىرىكتۈرگۈچ بىلەن قوشۇپ ھاۋا يىگەنلۈك كىرگۈزۈش (چىقىرىش). مەھسۇلاتلارغا خاس گرافىت خام ملتارلىرى ۋە بىرىكتۈرگۈچ (گرافىتلاش) بويىچە تۈرلۈك نىسبەتلەردە قوشۇمىز، قوشۇش نىسبىتى 100 :(5~20)، ماتېرىيال قۇرۇق سوزۇش ماشىنىسى ئارقىلىق بوشلۇقتا، ئاندىن بوشىلىشتا ھەۋا زاپسىرىغا كىرگۈزىلىدۇ، نەتىجىدە 5~10مىل ئارىلىق مەسەللەرنى 5-10 مىكرونغا يازماقتا. ھەۋا زاپسىرىدىن كىيىن توخۇت كىشىلەر تۆپ سېلىپ، زۆرۈرى پارتىكلىر سۈزۈش بىلەن، توخۇت سەل قوشما نرخى 80% تىك، ئارقا گاز چېكىلگەندىن كېيىن سۈزۈلۈپ، تارقىتىلىدۇ، توخۇتنى يوقىتىش نىسبىتى 99% دىن يۇقىر. سۈزگۈچ قىسمىنىڭ ماتېرىيالى بۇرۇن بويۇق سۈزگۈچ تۈگiði گرافىتلاشتۇرۇلغان تارتىلشى 0.2 مىكرونغا قەدەر بولۇپ، 0.2 مىكروندىن ئارتۇق توخۇت ھەمدە چۈشتۈرۈپ، سۈزۈش. پۈزۈلگەن سىستېما منفى باسقۇچتا.
پەرق: ئالدىن تەييارلاش كۆپ قۇرۇلما ئۈسران، مەيلى مەشىنە يىغىش يەكى چۈشۈرۈشئۇرۇلما يىغىش، ئەمدى دەسلەپكى نۇسخا... بارقنۇرۇشنان مۇساپەڭňiz يار-گوتومىغا تەڭەش بىلەن 0.2مىل-بارقائىلىمەڭ نۇسخا سۈزۈلمينىڭ سۈرۈئتلىرىنىڭ سۈپىتى كوتا توخىتىئۇمىز. بوزوچ قاغازۇغا يكذا ئىلغار چۈشتا، يىلىق سۈزگۈچ بىلەن سۈش ۋاقتى دەسلەپكەلەرسەن پەيتكە доставки슴ن بولىدۇ.
(2)توپلاشتۇرۇش / ئىككىلەنمەلەش ياخشى قا چۈشۈرۈش
توپلاشتۇرۇش يازمى گرافىت پروسەڭ زات ئەڭ مۇھىم ئورۇن. توپلاشتۇرۇش يانۋا منىيۋادلار جەريانغا ۋە توپ زاتقا بۆلۈنۈدۇ.
پىرولىزلاش جەريانى: ئارىلىق ماتېرىيال 1 رېئاكتورغا سېلىنىدۇ ۋە ئىنېرت گازى ئاتموسفېراسىدىكى مەلۇم تېمپېراتۇرا ئەگرى سىزىقى ۋە مەلۇم بېسىم ئاستىدا توك بىلەن قىزىتىلىدۇ. 200-300 دە 1-3h غىچە ئارىلاشتۇرۇلىدۇ ، ئاندىن 400-500 غىچە قىزىتىلىدۇ ، زەررىچە چوڭلۇقى 10-20 مىللىمېتىر. ماتېرىيال سوۋۇتۇلۇپ قويۇپ بېرىلىدۇ ، يەنى ئارىلىق ماتېرىيال 2. توپ زاۋۇتى ۋە ئەلگەكنى بۆلۈش: ۋاكۇئۇملۇق يەم بېرىش ، مېخانىك توپ ئۇلاش ئۈچۈن ئوتتۇرا ماتېرىيال 2 نى توپ زاۋۇتىغا يەتكۈزۈش ، 10 ~ 20 مىللىمېتىرلىق ماتېرىيالنى 6 ~ 10 مىكرون زەررىچە چوڭلۇقتىكى ماتېرىيالغا ئۇلاش ، ھەمدە ئارىلىق ماتېرىيالغا ئېرىشىش ئۈچۈن ئېكراندىكى ماتېرىياللار ۋاكۇئۇملۇق تۇرۇبا ئارقىلىق توپ زاۋۇتىغا قايتۇرۇلىدۇ.
گرافت زەررىچىلىرىنىڭ چوڭ-كىچىكلىكى ، تارقىلىشى ۋە مورفولوگىيىسى ئانود ماتېرىياللىرىنىڭ نۇرغۇن خۇسۇسىيەتلىرىگە تەسىر كۆرسىتىدۇ. ئومۇمەن قىلىپ ئېيتقاندا ، زەررىچە چوڭلۇقى قانچە كىچىك بولسا ، سۈرئەت ئۈنۈمى ۋە دەۋرىيلىك ئۆمرى شۇنچە ياخشى بولىدۇ ، ئەمما بىرىنچى ئۈنۈم ۋە قىسىش زىچلىقى (ئاۋاز ئېنېرگىيىسىنىڭ زىچلىقى ۋە كونكرېت سىغىمىغا تەسىر كۆرسىتىدۇ) تېخىمۇ ناچار بولىدۇ. مۇۋاپىق بولغان زەررىچە چوڭلۇقىنىڭ تارقىلىشى (چوڭ زەررىچىلەر بىلەن كىچىك زەررىچىلەرنى ئارىلاشتۇرۇش ، كېيىنكى جەريان) مەنپىي ئېلېكترودنىڭ كونكېرت ئىقتىدارىنى يۇقىرى كۆتۈرەلەيدۇ. زەررىچە مورفولوگىيىسى سۈرئەت ۋە تۆۋەن تېمپېراتۇرا ئىقتىدارىغىمۇ زور تەسىر كۆرسىتىدۇ.
ئىككىلەمچى دانچە: كىچىك زەررىچىلەرنىڭ ئالاھىدە ئالاھىدە يەر يۈزى بار ، لىتىي ئىئونىنىڭ يۆتكىلىشى ئۈچۈن تېخىمۇ كۆپ يول ۋە قىسقا يول بار ، سۈرئىتىنىڭ ياخشى بولۇشى ، چوڭ زەررىچىلەرنىڭ قويۇقلۇقى زىچلىقى ۋە سىغىمى چوڭ. چوڭ ۋە كىچىك زەررىچىلەرنىڭ ئەۋزەللىكىنى قانداق ئويلىشىپ ، بىرلا ۋاقىتتا يۇقىرى سىغىم ۋە يۇقىرى سۈرئەتنى قولغا كەلتۈرگىلى بولىدۇ؟ بۇنىڭ جاۋابى ئىككىلەمچى دانچە ئىستېمال قىلىش. كىچىك دانچە نېفىت كوكۇس ۋە يىڭنە كوكىسى قاتارلىق ئاساسىي ماتېرىياللارنى ئىشلىتىپ ، يۇقىرى تېمپېراتۇرا قوزغىلىش شەرتى ئاستىدا ، ماتېرىيال نىسبىتى ، تېمپېراتۇرا ئۆرلەش ئەگرى سىزىقى ۋە قوزغىلىش سۈرئىتىنى كونترول قىلىش ئارقىلىق ، كىچىك دانچە ئاساسى ماتېرىيالنى ئىككى قېتىم ئۇۋۇلاپ ، ئاشلىقنىڭ چوڭ-كىچىكلىكىنى كېڭەيتكىلى بولىدۇ. ماتېرىيالنىڭ كوئېففىتسېنتى (كىچىك زەررىچىلەر بىلەن كىچىك زەررىچىلەر ئوتتۇرىسىدا ئەگمە تۆشۈك بار) ، لىتىي ئىئونىنىڭ تارقىلىش يولىنى قىسقارتىپ ، سۈرئەت ئۈنۈمىنى ئۆستۈرىدۇ ، ئەمما ماتېرىيالنىڭ يۇقىرى ۋە تۆۋەن تېمپېراتۇرا ئىقتىدارى ۋە ۋېلىسىپىت مىنىش ئىقتىدارىنى ئۆستۈرىدۇ.
پەرقى: ئىككىلەمچى دانلاش جەريانىنىڭ توساقلىرى يۇقىرى ، نۇرغۇن سىر ماتېرىياللىرى ۋە خۇرۇچلار بار ، تەكشى سىرلاش ياكى سىرلاش ، ياكى سىرلاش ئۈنۈمى ياخشى بولماسلىق قاتارلىق مەسىلىلەرگە ئاسان گىرىپتار بولىدۇ ، بۇ يۇقىرى دەرىجىلىك سۈنئىي گرافتنىڭ مۇھىم جەريانى.
(3) گرافىكلاشتۇرۇش
گرافىكلاشتۇرۇش تېرمودىنامىكىلىق تۇراقسىز كاربون ئاتومنىڭ تەرتىپسىز ئۆزگىرىشى بولۇپ ، ئىسسىقلىق ئارقىلىق ئاكتىپلىنىش ئارقىلىق قالايمىقان قەۋەت قۇرۇلمىسىدىن گرافت كىرىستال قۇرۇلمىغا ئۆزگىرىدۇ. شۇڭلاشقا ، يۇقىرى تېمپېراتۇرىلىق ئىسسىقلىق بىر تەرەپ قىلىش (HTT) گرافىكلاشتۇرۇش جەريانىدا ئاتومنى قايتا تەشكىللەش ۋە قۇرۇلمىنى ئۆزگەرتىش ئۈچۈن ئېنېرگىيە بىلەن تەمىنلەيدۇ. سۇندۇرغۇچى كاربون ماتېرىياللىرىنىڭ گرافىكلىشىش دەرىجىسىنى يۇقىرى كۆتۈرۈش ئۈچۈن ، كاتالىزاتورنىمۇ قوشقىلى بولىدۇ.
بەھرەۋرگى پىروسەسىنىڭ ياخشىراق گرافىتلاش يۈز بەرشى ئۈچۈن 3 تەرەپ قىلىش كېرەك: 1. كارغا قارشى ماتېرىياللارنى ۋە ماتېرىياللارنى پىچانغا لىنىيە بىلەن يۈكلىش ئۇسۇلىنى ماسلاشتۇرۇش (يەنە جەريان بولسا، تۆۋەن يۈكلىش، بۇرۇن يۈكلىش، بوزقۇلاماق ۋە ئارىلاشما يۈكلىش قاتارلىقلار)، ۋە كارغا قارشى ماتېرىياللارنىڭ خۇسۇسىيىتىگە ئاساسەن ماتېرىياللار ئارىسىدىكى ئارالىقنى يۆتكىيەلەش؛ 2. گرافىتلاش پىچاننىڭ خەربخىلىق قۇۋۋىتى ۋە مەھسۇلات لايىھىلىرىگە ئاساسەن، گرافىتلاش جەريانىدا تۆمۈرەنگۈچ ۋە چۈشۈش تېزلىكىنى كونترول قىلىش ئۈچۈن ئوخشىماس قۇۋۋەت قۇرئىسى قوللىنىلىدۇ؛ 3. بەلگىلەنگەن شەرتلەردە، قوشۇمچە قوشۇپ، گرافىتلاش دەرەجىسىنى يۇقىرى كۆتۈرۈپ، “كاتاللىق گرافىتلاش”غا ئېرىشىش.
تەپسىلات: خاس رەنجىگەن قانداق گرافىتنىڭ تۈرلىرىمۇ ئالاقىلىق قىسىم تېخىمۇ ۋەچلۇق، سۈپەت نىسبىتى، بوساقا، قوشۇمچىلار قاتارلىقلارغا ئاساسەن تۈرلۈك. گرافىتلاش پىچانلىرىنىڭ تۈپلىرى بىرى-بىرىدىن پەرقلىق بولۇپ، بۇزۇلۇشلىرى ۋە سۈپەتلىرىگە چاتاچىلىق يارىتىش. گرافىتلاش جەريانىنىڭ ئالدى ۋە يېڭىلىش قېلىپلىرىدىن پەرقلىق، خۇسۇسىيەتكە ماسلاشتۇرۇلغان، ئەمما گرافىتلاش ۋاقتى ئۇزۇن ۋە قۇرئال سەرپ كۈچى چوڭ بولوپ، يەنە تاشقى ئىشلاش كۈچۈ كۈتۈلۈشى كېرەك، تېخنىكا پۇقرا رىسكىدىن يۇقار.
پوشۇق كارخانا: پوشۇق كارخانا گرافىت بولۇپ، گرافىت ئۆلچەمنى "يادرولۇق" قىلىپ، ئۇنى يىغقان بوشاقسىز سۇپەر فالۇن رەھبىرى ياكى يكى تۈرى بارقا تۈرتكە بولغان كاربون ماتېرىيالىنى ئۆزىمىز بەك سورايدۇ. سۇپر دوكونات ياخشى بىرنى يېڭى تۇپبا، بىز بوشاقسىز كاربون بوشاق تۈردىكى ئىپادەچىلەردىكى جەرىمەلەيدۇ. بوشاقسىز ماتېرىيالغۇ رەستى ھەرىكەت تۈرمە بوساقا جەھەتلىرى، بوشاقسىز كاربون ئىشلىتىشچان لىتىي، كۈندەشى ساقلاشپۇن بولۇپ چىقىش جەريانىنى يۇقىرى چاتچىلىق قىلدى. SEI پەنچە رەسمىي قىسىم، بىرىنچى ئانداق قانداق بوسقا رەجىسى لايىھىسىنى يولغا قويىدۇ، قاتناش ھاياتى، ۋە ب.
ئوخشىماسلىق: ئوخشىمىغان ئىشلەپچىقارغۇچىلار ئوخشىمىغان ئالدىن تاللاش ۋە ئوخشىمىغان قىزىتىش تەرتىپلىرىنى تاللايدۇ ، بۇنداق بولغاندا سىر قەۋىتىنىڭ قېلىنلىقى ۋە بىردەكلىكىمۇ ئوخشىمايدۇ ، شۇڭا مەھسۇلاتنىڭ تەننەرخى ۋە ئىقتىدارىمۇ ئوخشىمايدۇ.
(4) سۈزۈش/قوشۇپ قاچماق
گرافىتلاشقان ماتېرىياللار ۋاكيۇم ئارقىلىق بال ماشىناسىغا يوللىنىپ، كىشىلىك قوشۇلۇش ۋە بال ماشىناسىغا دۇ مامۇرغا كەكلە بۇلۇق. ئۇلار 270-بىز بوزاقسى ئالغا سۈرۈشنى سۈزۈپ، سۈزۈشتىن تۆۋەن ماتېرىياللار كۈزىتىلۈپ، ئۆلچىتىلىپ، ئېچىلماقچىلىق بىلەن قوشۇش بىلەن ساقلاشقا مۇناسىۋىتى قۇرالدى.
قوشۇش تەمرەتشىلىك. قوشۇش تەمرەتشلىك ئۇسۇلى بەك بوش بولۇپ، قوشۇلغان پەرقلىق پەقەت پەقەت نیچك كەسىپ بمام قوللىنىلغان پەقەت. ھازىر، تەتقىقاتچىلار بۇ ئۇسۇلغا ئائىت جىددىن يىلرتە يارىتىشچانلىق قىلىشى كېرەك. گرافىتقا قوشۇلغان تۆمۈر ۋە بۇرلىرى بىلەن بىلىنەرلىك مەشغۇل بولسا، گرافىت تار بىلمەكچى بولۇپ، لىتىي بوشاقسىز ئۇستۇن قويۇش قاتارلىقلارغا باغلىغۇچ قЧитайте. تونۇرغا قوشۇش دانا، گرافىت مەركىزىنىڭ كۆپ خىرىق قانىتىش مەشىقلىرىغا ياندۇرۇلدۇ. بۇرلۇق سۈزۈشتىن يۇقىرى ياندىسىز تۇراقتىل לעבן ئۇچرىغلىا قىزىقلىق قانىتىك، گرافىت بوساقىسىغا ئالاقىلىق قورالمۇما.
مەھسۇلاتلىرىمىز ۋە ھەل قىلغۇچلىرىمىز ھەققىدە كۆپەرەك بىلمەك ئۈچۈن تۆۋەندىكى فۇرمېنى تولدۇرۇڭ، بىزدىن بىرى نەپسىمىز سىزگە يېقىندا جاۋاب بېرىدۇ
Shandong ۋىلايىتىدىكى 3000 TPD گول فلوٹلاش پروژىسى
سىچۈەندىكى 2500TPD لىتىي رۇدىسى
فاكس: (+86) 021-60870195
ئادرېس:No.2555, Xiupu يولى, Pudong, Shanghai
ھوقۇق ۇچۇر سوت ئىسمى © 2023.بىر مۇراد (شياڭخەي) مىنىڭ تېخنىكا شىركىتى، چەكلەنگەن.






