

Bateria litowo-jonowa to złożony system, który obejmuje elektrodę dodatnią, elektrodę ujemną, przegrodę, elektrolit, kolektor cieczy i spoiwo, a także środek przewodzący itp. Reakcje, które biorą udział, obejmują reakcję elektrochemiczną elektrody dodatniej i ujemnej, przewodnictwo jonów litu, przewodnictwo elektronów oraz dyfuzję ciepła itp. Proces produkcji baterii litowej jest długi i obejmuje ponad 50 procesów.
Bateria litowa może być podzielona na baterię cylindryczną, baterię kwadratową i baterię w miękkim opakowaniu w zależności od formy, a jej proces produkcji ma pewne różnice, ale ogólnie proces wytwarzania litowych można podzielić na pierwszy krok (produkcja elektrod), krok środkowy (synteza ogniw), ostatni krok (formowanie i pakowanie). Ponieważ wydajność bezpieczeństwa baterii litowo-jonowej jest bardzo wysoka, w procesie produkcji baterii wymagane są wysokie standardy dokładności, stabilności i automatyzacji sprzętu do produkcji baterii.
Sprzęt elektryczny litowy to materiały anodowe i katodowe, materiały membranowe, elektrolity i inne surowce, które są przetwarzane w uporządkowanym procesie, sprzęt do procesu produkcji. Sprzęt elektryczny litowy ma znaczący wpływ na wydajność i koszt baterii litowej, jest jednym z czynników decydujących. W zależności od różnych procesów technologicznych, sprzęt elektryczny litowy można podzielić na sprzęt przedni, sprzęt środkowy i sprzęt tylny. W linii produkcyjnej litowej wartość sprzętu przedniego, środkowego i tylnego stanowi około 4:3:3.
Głównym procesem poprzedzającym jest: mieszanie, pokrywanie, prasowanie wałkiem, cięcie, produkcja, wykrawanie, a zaangażowane urządzenia to głównie: mieszalnik, maszyna do pokrywania, prasa wałkowa, maszyna do krojenia, maszyna produkcyjna, maszyna do wykrawania i tak dalej.
Mieszanie zawiesiny (używane urządzenie: mieszalnik próżniowy)Mieszanie pozytywnych i negatywnych stałych materiałów akumulatorowych w równych proporcjach, a następnie dodanie rozpuszczalnika w celu wymieszania w zawiesinę. Mieszanie zawiesiny jest początkiem wcześniejszego procesu, który ma na celu ukończenie kolejnych procesów, takich jak powlekanie, walcowanie i inne, przed założeniem podstawy.
Pokrycie (sprzęt: maszyna do pokrywania)Oto przetłumaczony tekst na język polski: jest mieszaniem zawiesiny równomiernie pokrytej na folii metalowej i wysuszonej na dodatnie i ujemne elementy. Jako kluczowa część poprzedniego procesu, jakość wykonania procesu powlekania ma głęboki wpływ na spójność, bezpieczeństwo i cykl życia gotowej baterii, dlatego maszyna do powlekania ma najwyższą wartość w sprzęcie w poprzednim procesie.
Prasowanie wałkiem (używane urządzenie: prasa wałkowa) polega na dalszym sprasowaniu pokrytej arkusza elektrody w celu poprawy gęstości energii baterii. Gładkość tylniej elektrody prasowanej wałkiem bezpośrednio wpływa na efekt przetwarzania procesu cięcia po sekwencji, a jednorodność materiału aktywnego elektrody pośrednio wpływa na wydajność ogniwa.
Cięcie (używane urządzenie: maszyna do cięcia) polega na ciągłym krojeniu szerszej cewki biegunowej na szereg wąskich kawałków o wymaganej szerokości. W procesie cięcia, kawałek biegunowy napotyka na uszkodzenie w wyniku łamania, a poziom krawędzi po cięciu (bez zadziorów, bez zagięć) jest kluczowy do oceny wydajności maszyny do cięcia.
Produkcja folii (urządzenie: maszyna do produkcji folii) obejmuje spawanie końcówek biegunowych po cięciu, przyklejanie taśmy ochronnej, owijanie końcówek biegunowych lub używanie cięcia laserowego do formowania końcówek biegunowych itp., do kolejnego procesu nawijania. Wycinanie (używane urządzenie: maszyna do wycinania) to powlekanie po formowaniu kawałka biegunowego, do kolejnego procesu.
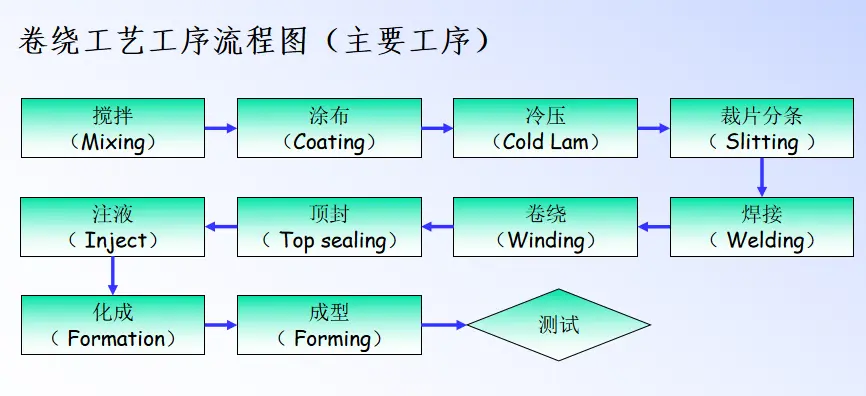
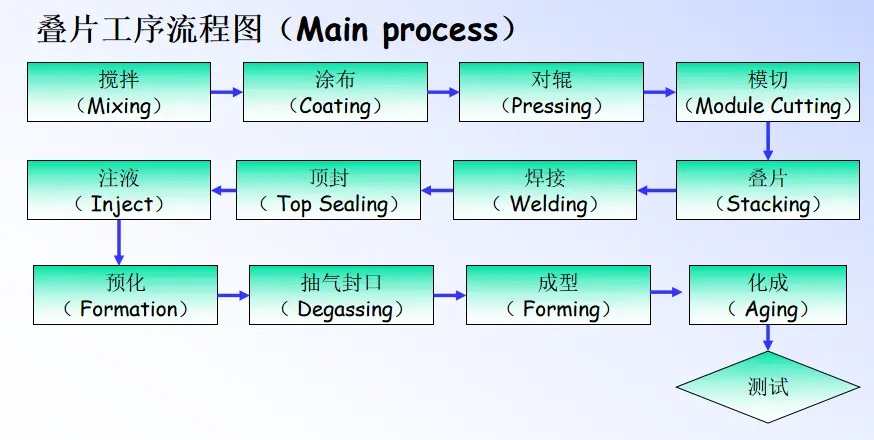
Istotą procesu pośredniego jest proces montażu. Konkretnie, jest to uporządkowany montaż (dodatnich i ujemnych) kawałków biegunowych wykonanych w poprzednim procesie z przegrodą i elektrolitem. Z powodu różnych struktur magazynowania energii baterii kwadratowych (rolka), cylindrycznych (rolka) i miękkich pakietów (warstwa), istnieją wyraźne różnice w trasie technicznej i sprzęcie linii produkcyjnej różnych typów baterii litowych w procesie pośrednim. Konkretnie, proces pośredni baterii kwadratowej i cylindrycznej głównie obejmuje nawijanie, wstrzykiwanie cieczy i pakowanie. Używane urządzenia obejmują głównie: maszyna do nawijania, maszyna do wstrzykiwania cieczy, sprzęt pakujący (maszyna do podawania obudowy, maszyna do walcowania rowków, maszyna do uszczelniania, maszyna do spawania) itp. Głównym procesem w procesie pośrednim baterii miękkiego pakietu jest laminowanie, wstrzykiwanie cieczy i pakowanie. Używane urządzenia obejmują głównie maszynę do laminowania, maszynę do wstrzykiwania cieczy i sprzęt pakujący.
Nawijanie (używane urządzenie: maszyna do nawijania) jest używane do nawijania arkusza biegunowego wykonanego w procesie produkcji lub mechanizmu wycinania na baterię ogniwa litowo-jonowego, głównie stosowanego w produkcji baterii litowych kwadratowych i okrągłych. Maszyna do nawijania może być podzielona na dwie kategorie: maszyna do nawijania kwadratowego i maszyna do nawijania cylindrycznego, odpowiednio do produkcji baterii litowych kwadratowych i cylindrycznych. W porównaniu do nawijania cylindrycznego, proces nawijania kwadratowego wymaga wyższej kontroli napięcia, dlatego maszyna do nawijania kwadratowego jest trudniejsza.
Laminowanie (używane urządzenie: laminator)Laminacja pojedynczych elementów biegunowych wykonanych w procesie wykrawania do ogniw baterii litowo-jonowych, głównie stosowanych w produkcji elastycznych baterii. W porównaniu z ogniwami kwadratowymi i cylindrycznymi, ogniwa z miękkim pokryciem mają wyraźne zalety w zakresie gęstości energii, bezpieczeństwa i wydajności rozładowania. Jednak gdy laminator kończy pojedyncze zadanie układania, wiąże się to z koordynacją wielu podprocesów i złożonych mechanizmów, dlatego musi radzić sobie z złożoną kontrolą dynamiki, aby poprawić wydajność układania. Prędkość maszyny nawijającej jest bezpośrednio związana z wydajnością nawijania, a metoda zwiększania wydajności jest stosunkowo prosta. Obecnie wydajność produkcji i wskaźnik uzysku ogniw laminowanych nie są tak dobre, jak w przypadku ogniw nawijanych.
Maszyna do wtrysku cieczy (używany sprzęt: maszyna do wtrysku cieczy)jest ilościowym wstrzyknięciem elektrolitu baterii do ogniwa.
Pakowanie rdzenia (używany sprzęt: maszyna do obudowy, maszyna do walcowania rowków, maszyna do uszczelniania, maszyna do spawania) polega na umieszczeniu rdzenia zwijanego w obudowie rdzenia.
W procesie pośrednim została uformowana funkcjonalna struktura ogniwa baterii litowej, a znaczenie tego ostatniego procesu polega na aktywacji, poprzez detekcję, sortowanie, montaż, wykorzystanie bezpieczeństwa, stabilnej wydajności produktów baterii litowej. Główne procesy ostatniej części procesu obejmują: formowanie, separację objętości, detekcję, sortowanie itp. Używany sprzęt obejmuje głównie: maszyna do ładowania i rozładowania, sprzęt detekcyjny itp.
Formowanie (używany sprzęt: maszyna do ładowania-rozładowania) polega na aktywacji ogniwa poprzez pierwsze ładowanie, podczas którego na powierzchni elektrody ujemnej powstaje skuteczna warstwa pasywacyjna (film SEI), aby osiągnąć „inicjalizację” baterii litowej.
Podział pojemności (używany sprzęt: maszyna do ładowania-rozładowania), czyli „analiza pojemności”, polega na ładowaniu i rozładowaniu ogniwa zgodnie z normą projektową, w celu pomiaru pojemności elektrycznej ogniwa. Ładowanie i rozładowanie ogniwa przez proces formowania, pojemnościowy, dlatego maszyna do ładowania-rozładowania jest najczęściej używanym sprzętem po rdzeniu. Minimalna jednostka robocza maszyny do ładowania-rozładowania to „kanał”. „Jednostka” (BOX) składa się z kilku „kanałów”, a kilka „jednostek” łączy się, aby utworzyć maszynę do ładowania-rozładowania.
Testowanie (używany sprzęt: sprzęt testowy) powinno być przeprowadzane przed i po ładowaniu, rozładowaniu i staniu; Sortowanie polega na klasyfikacji i wyborze baterii po formowaniu i separacji objętości zgodnie z określonymi standardami na podstawie wyników testów. Znaczenie procesu detekcji i sortowania polega nie tylko na eliminacji produktów niekwalifikowanych, ponieważ w praktycznym zastosowaniu baterii litowo-jonowej ogniwa są często łączone równolegle i szeregowo, dlatego wybór ogniwa o podobnej wydajności sprzyja ogólnej wydajności baterii, aby osiągnąć optymalny wynik.
Aby dowiedzieć się więcej o naszych produktach i rozwiązaniach, prosimy o wypełnienie poniższego formularza, a jeden z naszych ekspertów skontaktuje się z Tobą wkrótce
Projekt flotacji złota 3000 TPD w prowincji Shandong
Flotacja rudy litu 2500 TPD w Syczuanie
Faks: (+86) 021-60870195
Adres:Nr 2555, Xiupu Road, Pudong, Szanghaj
Prawa autorskie © 2023.Prominer (Shanghai) Mining Technology Co., Ltd.






