

Літій-іонна батарея є складною системою, що включає позитивний електрод, негативний електрод, діафрагму, електроліт, колектор рідини та зв'язуючий агент, провідниковий агент тощо. Залучені реакції включають електрохімічну реакцію позитивного та негативного електродів, проведення літій-іонів, проведення електронів та дифузію тепла тощо. Процес виробництва літієвої батареї є тривалим, що включає більше 50 процесів.
Літієва батарея може бути поділена на циліндричну батарею, квадратну батарею та м'яку упаковку батареї відповідно до форми, і її виробничий процес має деякі відмінності, але в цілому процес виготовлення літію можна поділити на перший етап (виготовлення електродів), середній етап (синтез елементів), останній етап (формування та упаковка). Оскільки безпека літій-іонних батарей дуже висока, точність, стабільність і рівень автоматизації обладнання для літієвих батарей мають високі вимоги в процесі виробництва батарей.
Літієве електричне обладнання є анодними та катодними матеріалами, матеріалами діафрагми, електролітом та іншими сировинними матеріалами, які проходять через впорядкований процес, процес виготовлення обладнання. Літієве електричне обладнання має значний вплив на продуктивність та вартість літієвої батареї, є одним із визначальних факторів. Згідно з різними технологічними процесами, літієве електричне обладнання можна поділити на обладнання передньої секції, середньої секції та задньої секції. У лінії виробництва літію вартість обладнання передньої секції, середньої секції та задньої секції становить приблизно 4:3:3.
Основний процес попереднього процесу: змішування, покриття, пресування валками, різання, виробництво, висікання. Обладнання, що використовується, в основному включає: змішувач, покривальну машину, прес валками, різальну машину, виробничу машину, машину для висікання тощо.
Змішування суспензії (використовуване обладнання: вакуумний міксер)Ось переклад на українську: Змішування позитивних і негативних твердих матеріалів батареї рівномірно, а потім додавання розчинника для перемішування в суспензію. Змішування суспензії є початком попереднього процесу, що завершує наступні процеси покриття, прокатки та інші етапи.
Покриття (обладнання: машина для покриття) полягає в рівномірному перемішуванні суспензії, яка наноситься на металеву фольгу та висушується в позитивні та негативні частини. Як основна частина попереднього процесу, якість виконання процесу покриття глибоко впливає на однорідність, безпеку та життєвий цикл готової батареї, тому машина для покриття є найціннішим обладнанням у попередньому процесі.
Пресування валиком (використовуване обладнання: валковий прес) полягає в подальшому стисненні покритої електродної пластини для покращення енергетичної щільності батареї. Гладкість заднього електрода, пресованого валиком, безпосередньо впливає на ефект обробки наступного процесу різання, а однорідність активного матеріалу електрода непрямо впливає на продуктивність елемента.
Різання (використовуване обладнання: машина для різання) полягає в безперервному нарізанні ширшої котушки полюса на кілька вузьких частин необхідної ширини. У процесі різання, зріз полюса стикається з руйнуванням через зріз, а рівень краю після різання (без задирок, без вигинів) є ключовим для оцінки продуктивності машини для різання.
Виготовлення плівки (обладнання: машина для виготовлення плівки) включає зварювання вушок полюса після різання, наклеювання захисної стрічки, обгортання вушок полюса або використання лазерного різання для формування вушок полюса тощо, для наступного процесу намотування. Вирізання (використовуване обладнання: машина для вирізання) є покриттям після формування вушок полюса.
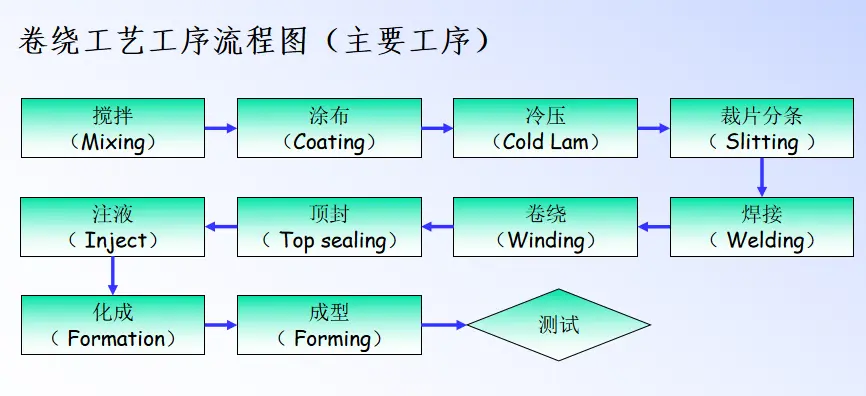
Суть середнього процесу полягає в процесі складання. Конкретно, це впорядковане складання (позитивних і негативних) полюсів, виготовлених з попереднього процесу, з діафрагмою та електролітом. Через різні структури накопичення енергії квадратних (катушкових), циліндричних (катушкових) та м'яких упаковок (шаруватих) батарей існують очевидні відмінності в технічному маршруті та обладнанні виробничої лінії різних типів літієвих батарей у середньому процесі. Конкретно, середній процес квадратної та циліндричної батареї в основному включає намотування, ін'єкцію рідини та упаковку. Залучене обладнання в основному включає: машину для намотування, машину для ін'єкції рідини, упаковочне обладнання (машина для подачі оболонки, машина для прокатки канавок, машина для герметизації, зварювальна машина) тощо. Основний процес середнього процесу м'якої упаковки батареї полягає в ламінуванні, ін'єкції рідини та упаковці. Залучене обладнання в основному включає машину для ламінування, машину для ін'єкції рідини та упаковочне обладнання.
Намотування (використане обладнання: намотувальний верстат)використовується для намотування листа полюса, виготовленого процесом виготовлення або механізмом вирізання, в батарейну клітину літій-іонної батареї, в основному використовується у виробництві квадратних і круглих літій-іонних батарей. Намотувальна машина може бути підрозділена на квадратну намотувальну машину та циліндричну намотувальну машину, відповідно для виробництва квадратних і циліндричних літій-іонних батарей. У порівнянні з циліндричним намотуванням, процес квадратного намотування вимагає більшого контролю натягу, тому квадратна намотувальна машина є більш складною.
Ламінування (використовуване обладнання: ламінатор) є ламінуванням окремих полюсних частин, виготовлених у процесі вирізання, в літій-іонні батарейні клітини, в основному використовується у виробництві гнучких батарей. У порівнянні з квадратними та циліндричними клітинами, м'яко обкладені клітини мають очевидні переваги в енергетичній щільності, безпеці та характеристиках розряду. Однак, коли ламінатор завершує завдання одноразового укладання, це передбачає координацію кількох підпроцесів і складних механізмів, тому потрібно мати справу зі складним контролем динаміки для покращення ефективності укладання. Швидкість намотувальної машини безпосередньо пов'язана з ефективністю намотування, а метод підвищення ефективності є відносно простим. На даний момент виробнича ефективність і вихід ламінованої клітини не такі хороші, як у намотаної клітини.
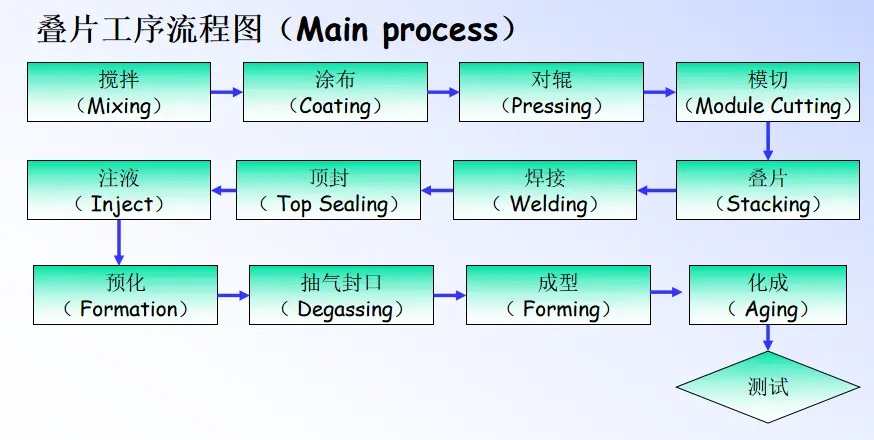
Машина для рідинного впорскування (використовуване обладнання: машина для рідинного впорскування) є кількісним впорскуванням електроліту батареї в клітину.
Упаковка ядра (використовуване обладнання: оболонкова машина, машина для прокатки канавок, машина для герметизації, зварювальна машина) полягає в тому, щоб помістити котушкове ядро в оболонку ядра.
На середньому етапі функціональна структура літій-іонної батарейної клітини вже сформована, значення останнього процесу полягає в активації, через виявлення, сортування, складання, використання безпечних, стабільних характеристик літій-іонних батарейних продуктів. Основний процес останньої частини процесу включає: формування, об'ємне розділення, виявлення, сортування тощо. Залучене обладнання в основному включає: машину для заряджання та розряджання, виявляюче обладнання тощо.
Формування (використовуване обладнання: машина для заряджання-розряджання) полягає в активації клітини через перше заряджання, під час якого на поверхні негативного електрода утворюється ефективна пасиваційна плівка (SEI плівка) для досягнення "ініціалізації" літій-іонної батареї.
Розподіл ємності (використовуване обладнання: машина для заряджання-розряджання), а саме "аналіз ємності", полягає в заряджанні та розряджанні клітини відповідно до стандарту проектування, щоб виміряти електричну ємність клітини. Заряджання та розряджання клітини проходять через формування, ємнісний процес, тому машина для заряджання-розряджання є найбільш часто використовуваним після основного обладнання. Мінімальна робоча одиниця машини для заряджання-розряджання - це "канал". "Одиниця" (BOX) складається з кількох "каналів", а кілька "одиниць" об'єднуються разом, щоб утворити машину для заряджання-розряджання.
Тестування (використане обладнання: випробувальне обладнання)Ось переклад на українську: повинен проводитися до і після заряджання, розряджання та стояння; Сортування - це класифікація та відбір акумуляторів після формування та об'ємного розділення відповідно до певних стандартів за результатами тестування. Значення процесу виявлення та сортування полягає не лише в усуненні некваліфікованих продуктів, оскільки в практичному застосуванні літій-іонного акумулятора елементи часто комбінуються паралельно та послідовно, тому вибір елемента з подібними характеристиками сприяє загальній продуктивності акумулятора для досягнення оптимального.
Щоб дізнатися більше про наші продукти та рішення, будь ласка, заповніть форму нижче, і один з наших експертів зв'яжеться з вами найближчим часом
3000 TPD проект флотації золота в провінції Шаньдун
2500 TPD флотація руди літію в Сичуані
Факс: (+86) 021-60870195
Адреса:Номер 2555, дорога Сюпу, Пудун, Шанхай
Авторські права © 2023.Промайнер (Шанхай) Гірничі Технології ТОВ.






