Banana screen is also well known as constant bed thickness screen. Prominer has the ability to supply dry






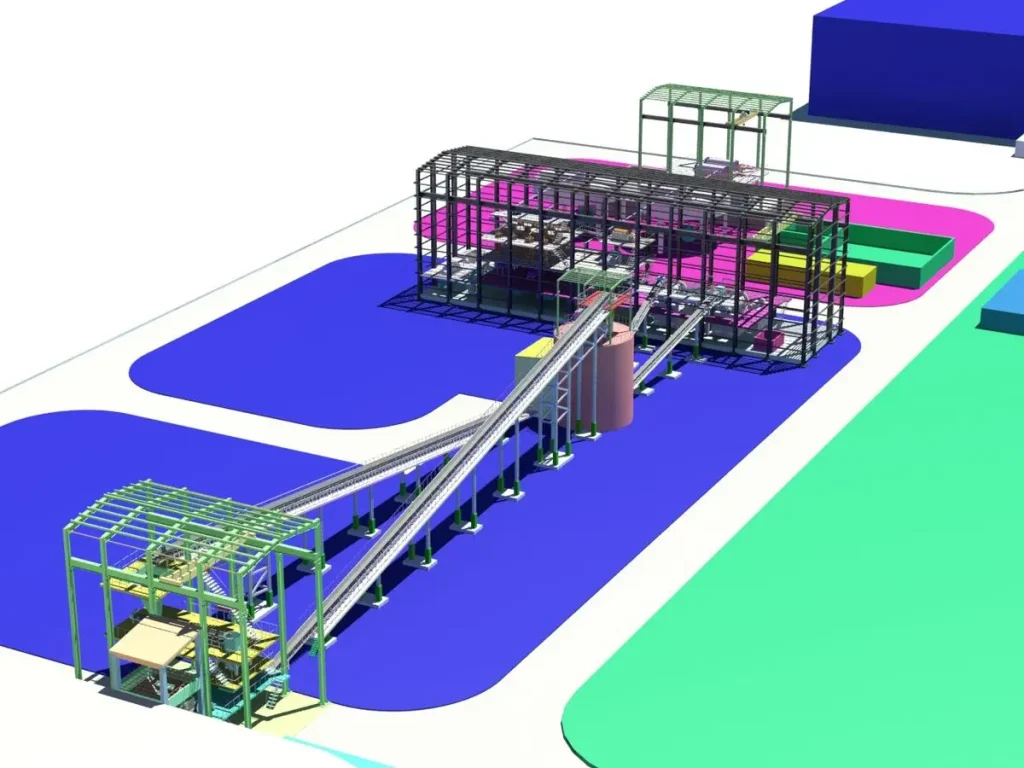
Prominer is not only a service provider, but also a manufacturer to provide the key equipment with stable performance for mineral processing project.

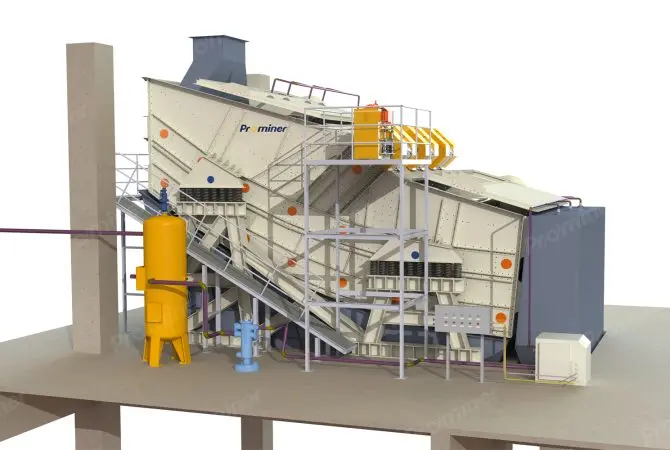
Banana screen is also well known as constant bed thickness screen. Prominer has the ability to supply dry

We can provide the complete solution for high temperature carbonization treatment system

We can provide hot-in and cold-out type high-pressure impregnation of once-baked graphite

Multi-cylinder hydraulic cone crusher combines crusher speed, eccentricity and cavity profile

Prominer can provide different kinds of thickeners include center driving thickener, peripheral traction thickener

Prominer can provide different LIMS (Low Intensity Magnetic separator) magnetic separators

Jet mill is also called fluidized bed jet mill by using multiple nozzles to form sonic speed air flow

Prominer can design and provide the complete refinery and smelting system for gold CIL project

Prominer can provide the complete solution for CIL (carbon in leaching) system

Our engineer team can design and manufacture the mobile type radial stacker, loader

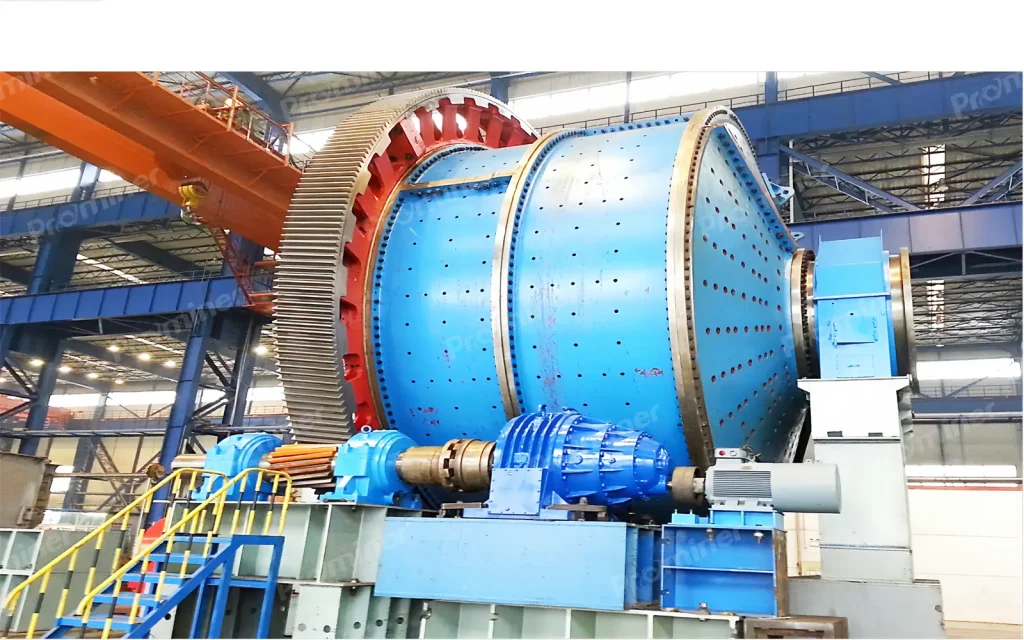
AG/SAG is short for autogenous mill and semi-autogenous mill, it combines with two functions of crushing

Such as: Boron diffusion furnace, BSG removal, Alkali polishing machine, PE-POLY…

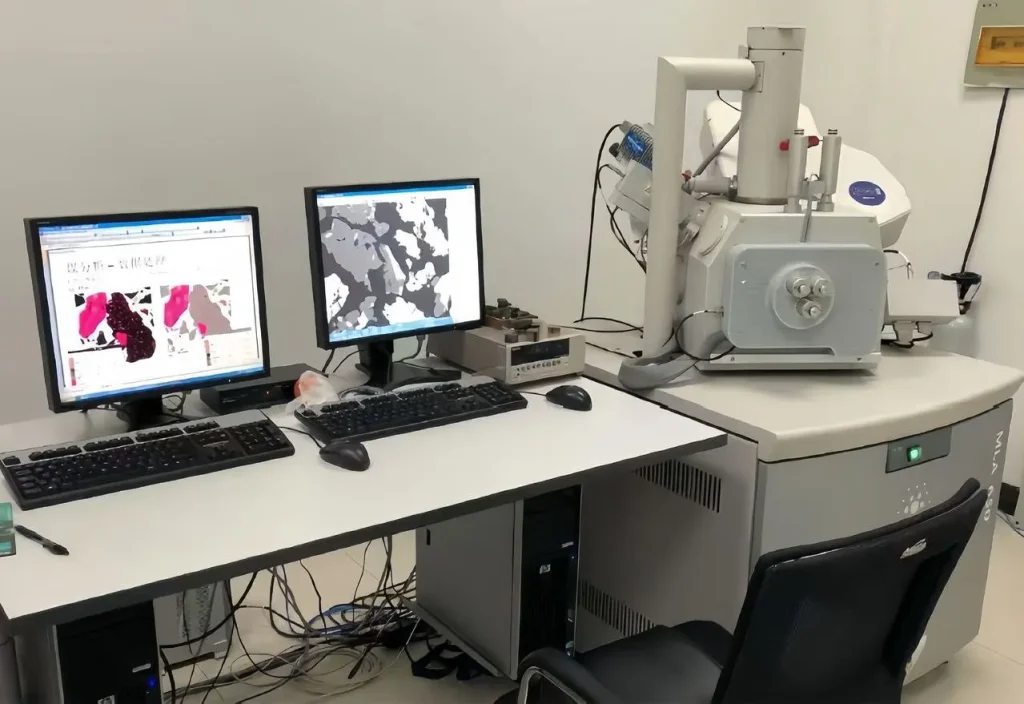
Prominer has been devoted to mineral processing industry for decades and specializes in mineral upgrading and deep processing.
Prominer is not only a service provider, but also a manufacturer to provide the key equipment with stable performance for mineral processing project.

There are two types natural graphite ore include crystalline graphite and amorphous graphite

Cathode material is one of the key materials to determine the performance of lithium-ion batteries

Vat leaching is a good option for the project owner to start at initial stage to save investment

Heap leaching is a traditional cyanide leaching processing way which is flexible and economic to extract gold

Provide the complete solution for making graphite anode materials include grinding, shaping, purification…

Silicon based anode is one kind of composite anode material by compounding silicon

The best-known of the exogenetic ores is alluvial gold which also called placer gold. Alluvial gold refers

Artificial graphite anode material are mainly made from high quality low sulphur content petroleum coke

The demand from the industry over the years has been for special graphite and carbon with increasingly tighter

Hard carbon anode material is the most preferred materials for commercialization of sodium-ion battery

Flake graphite can be used to produce high carbon graphite, high purity graphite, expandable graphite

Flotation is the most popular processing way in gold ore processing project. Because the flotation process
To find out more about our products and solutions, please fll out the form below and one of our experts will get back to you shortly
3000 TPD Gold Flotation Project in Shandong Province
2500TPD Lithium Ore Flotation in Sichuan
Fax: (+86) 021-60870195
Address: No.2555,Xiupu Road, Pudong, Shanghai
Copyright © 2023. Prominer (Shanghai) Mining Technology Co.,Ltd.