The demand from the industry over the years has been for special graphite and carbon with increasingly tighter



Fine particle separation is a critical process in industries such as mining, mineral processing, sand production, and recycling. While traditional screening methods are widely used, they often struggle when handling ultra-fine or closely sized particles. Hydraulic classifiers, on the other hand, offer a more precise and efficient alternative. Below, we explore why hydraulic classifiers consistently outperform screens in fine particle separation applications.
Screens rely on physical apertures to separate material by size. As particle sizes become finer, especially below 150 microns, screening efficiency drops significantly due to blinding, pegging, and particle agglomeration.
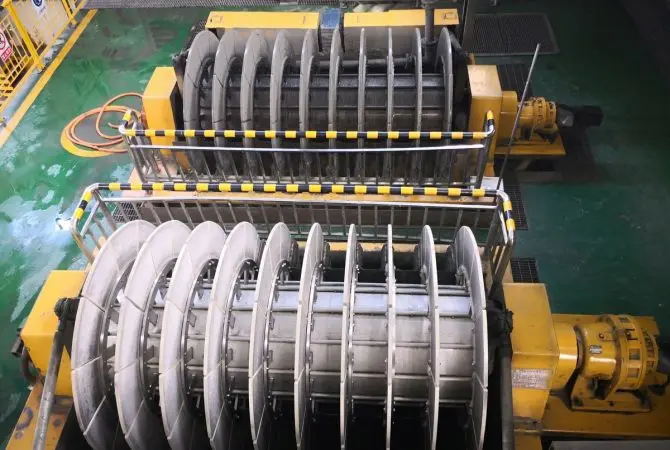
Hydraulic classifiers use water flow and gravity to separate particles based on size, shape, and density. This fluid-based separation allows for:
Because separation is based on settling velocity rather than mesh size, hydraulic classifiers maintain consistent accuracy even at very fine particle ranges.
Fine particles tend to clog or blind screen openings, especially in wet or clay-rich materials. This leads to:
Hydraulic classifiers eliminate the need for physical screening media, significantly reducing wear and eliminating blinding issues. With fewer mechanical components in direct contact with material, maintenance requirements are typically lower and operational reliability improves.
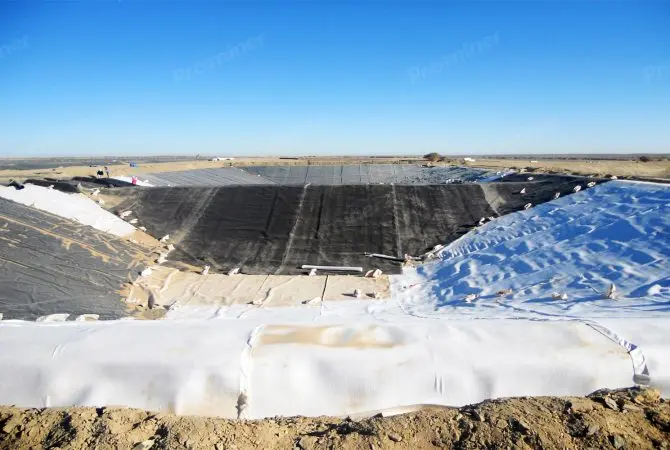
Screens struggle with wet, sticky, or clay-heavy feeds. These materials can agglomerate and prevent proper stratification on the screen surface.
Hydraulic classifiers excel in wet processing environments because they operate using water as the primary separation medium. This makes them ideal for:
The water flow helps disperse fine particles, improving separation performance even when dealing with challenging feed materials.
With screening systems, the cut size is determined by the mesh opening. Changing the separation size often requires physically replacing screen panels.
Hydraulic classifiers allow operators to adjust separation parameters by modifying:
This flexibility enables real-time process optimization without major mechanical changes, resulting in improved product consistency and adaptability.
In mineral processing, recovering fine valuable particles is essential for maximizing profitability. Traditional screens often allow fine valuable particles to pass into waste streams due to inefficiencies in fine separation.
Hydraulic classifiers create a controlled settling environment that enhances the recovery of fine, high-value materials while minimizing losses. This leads to:
Fine screening typically requires high-frequency vibrating screens, which consume significant energy and experience accelerated wear.
Hydraulic classifiers rely primarily on controlled water flow and gravity rather than intense mechanical vibration. As a result, they can offer:
This contributes to lower total operating costs over time.
Hydraulic classification produces a more uniform particle size distribution because separation occurs gradually within a fluid column. This minimizes short-circuiting and particle bypassing common in screens.
The result is:
For industries requiring high-specification materials, this consistency is a significant advantage.
While screens remain effective for coarse and medium particle separation, they face limitations when dealing with fine materials. Hydraulic classifiers outperform screens in fine particle separation by offering superior accuracy, reduced maintenance, better handling of wet materials, adjustable cut sizes, improved recovery rates, and lower energy demands.
For operations focused on fine particle efficiency, product quality, and long-term cost savings, hydraulic classifiers present a smarter and more reliable solution.
A: Mineral characteristics vary significantly even within the same ore body. A professional test (such as chemical analysis, XRD, and SEM) ensures the flowchart is optimized for your specific ore grade and liberation size. This prevents costly equipment mismatches and guarantees the highest possible recovery rates for your project.
A: We maintain a permanent stock of core wear parts (such as crusher liners, screen meshes, and grinding media). For international clients, we provide a recommended “2-year spare parts list” with the initial purchase. Technical support is available 24/7 via remote video, and site visits can be arranged for complex maintenance needs.
A: Yes. We send a team of senior mechanical and electrical engineers to the site to oversee the installation, commissioning, and load testing of the equipment. We also provide comprehensive on-site training for your local operators to ensure smooth long-term operation.
A: Absolutely. We specialize in providing EPCM (Engineering, Procurement, Construction Management) services. This includes everything from initial ore testing and mine design to equipment manufacturing, logistics, and full-scale plant integration, ensuring a seamless transition from greenfield to production.

The demand from the industry over the years has been for special graphite and carbon with increasingly tighter

Cathode material is one of the key materials to determine the performance of lithium-ion batteries

Vat leaching is a good option for the project owner to start at initial stage to save investment


Raw Ore: Alluvial Gold with Magnetite & Hematite (Typical Sierra Madre Deposit)

Raw Ore: Sulfide Type Gold Ore Gold Grade: 3.5 g/t Final Product: Gold Ingot Gold Recovery Rate: 96%

Raw Material: Green Petroleum Coke, Green Needle Coke and High soft point pitch

Located in Guinea, this large-scale project features a processing capacity of 15,000 TPD (Tons Per Day).

Raw Ore: Copper Ore (Chalcopyrite) Copper Grade: 0.85% Final Products: Grinded ore slurry for flotation

Raw Ore: Sulfide-Type Gold Ore (Pyrite and Arsenopyrite bearing) Gold Grade: 4.2 g/t Final Product: Gold Dore Bar

We can provide hot-in and cold-out type high-pressure impregnation of once-baked graphite

We can provide the solution of belt conveyors for different purposes include steeply inclined belt conveyor

We can provide different type graphitization furnace for changing carbon material

Include: Monocrystalline Batch Texturing Equipment, Batch Texturing Loader/Unloader, Low-Pressure…

Prominer can provide SF series self-priming flotation machine and XCF/KYF series pneumatic flotation cell

Prominer can provide different LIMS (Low Intensity Magnetic separator) magnetic separators
To find out more about our products and solutions, please fll out the form below and one of our experts will get back to you shortly
3000 TPD Gold Flotation Project in Shandong Province
2500TPD Lithium Ore Flotation in Sichuan
Fax: (+86) 021-60870195
Address: No.2555,Xiupu Road, Pudong, Shanghai
Copyright © 2023. Prominer (Shanghai) Mining Technology Co.,Ltd.