

Spodumene ۋە lepidolite لىتيۇم بار مەادلەرنىڭ بەك مۇھىم بولغان بىر قىسىم مەندرىلر، ئۇلارنى قايتا ئىشلىتىش جىددىي بىلشىدۇر


سىلگا/جارتماسوجۇق بوشۇن
ماغنىت مواد
ئارام ورسا ماغنىت تازا قىسقۇچ بەلگىلىتىش ئاددىي مىۋە تېخى سۈپەتلىك تەرەققىيات بەنزىن.

ناتی جەرەدەك ماغنىت خاسىيەتلەردە تۈركوم
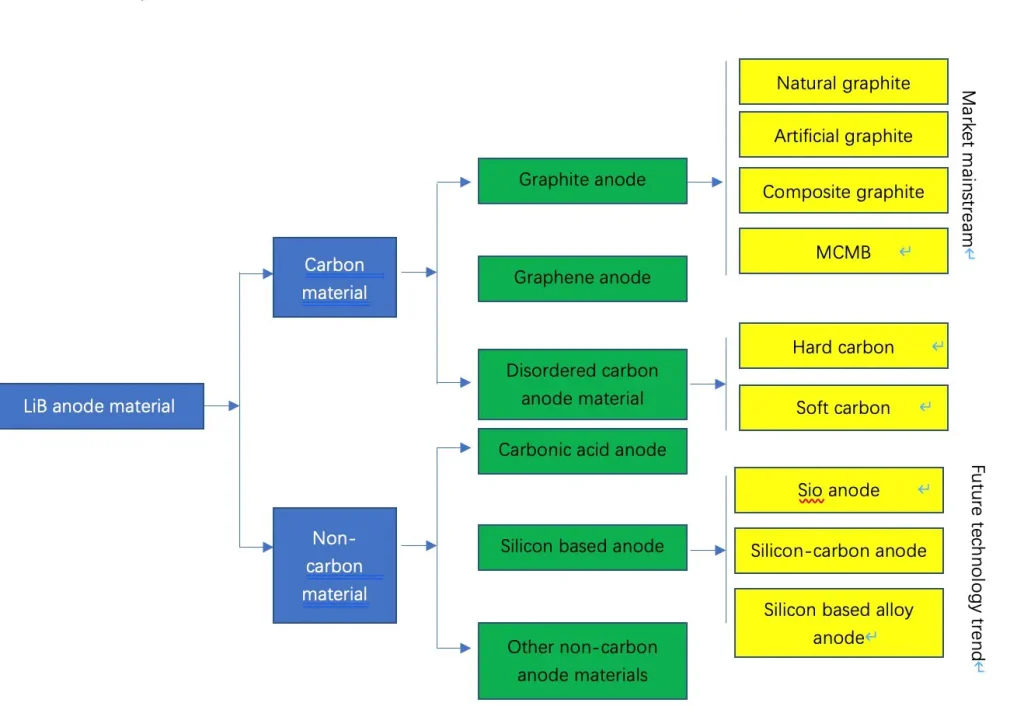
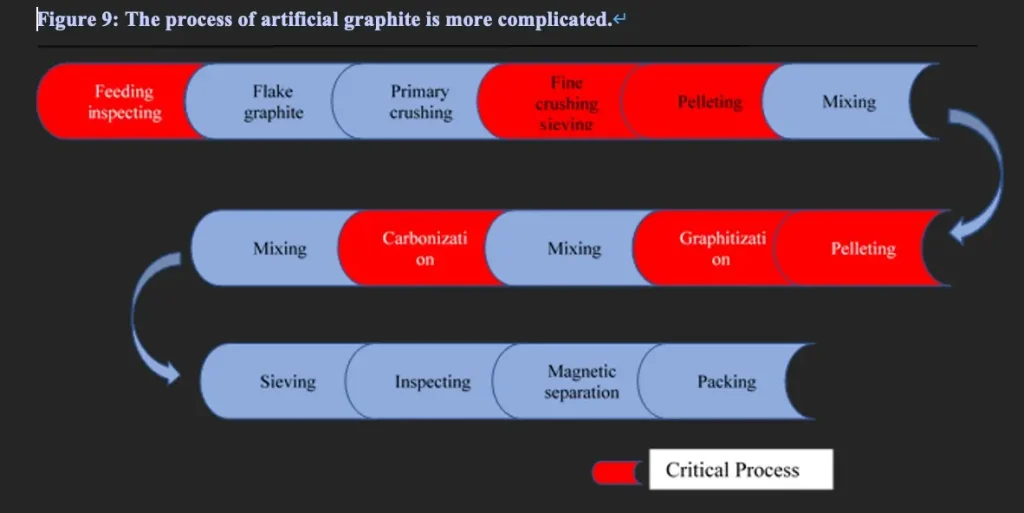
سۈنئىي گرافت ياساش جەريانىنى تۆت باسقۇچقا بۆلۈشكە بولىدۇ ، ئوندىن ئارتۇق كىچىك تەرتىپ ، گىرىم قىلىش ۋە گرافىكلاشتۇرۇش ئاچقۇچ.
سۈنئىي گرافت ئانود ماتېرىيالىنىڭ ئىشلەپچىقىرىش جەريانىنى تۆت باسقۇچقا بۆلۈشكە بولىدۇ:
ئالدىنقى ئىشلەپچىقىرىش
2) قۇرلۇقلاشتۇرۇش
3) گرافىتلاشتۇرۇش
4) دائىرىسگە ئايلانماق ۋە سىرتقا سۈزۈش.
تۆت قەدەم ئىچىدە، بوزۇشتۇرۇش ۋە سۈزۈش قېرىندەش قىلىش قېلىپلاشتۇرۇش ۋە گرافىتلاشتۇرۇش ئەندازىسىنى ۋە ئانودا سانائىتىنىڭ ئىشلەپچىقىرىش دەرىجىسىنى كۆرستىدىغان ئىككى أوزۇقلۇق.
مۈرەسسىي پروسسېسقا ئىگىلىگىل، قۇرلۇقلاشتۇرۇش سۈرئىتى، بىر ياكى ئۇندىن كۆپ خاك، سىزىق پارچىلىرى، کاربون نانوتيوب، كاربون قارا، ائاستىلايىن قارا مەخسەتلەر قوشۇلىدۇ، كېيىنچە قوشۇلغان ماترىيال ۋە كاربون بۇرۇن بۇرماق ۋە قاپلاشماقتا، پىشۇرۇلغان پارچىلار گرافىتلاشتۇرۇلۇدۇ. گرافىتلاشتۇرۇلغان ماترىياللار ۋە قىسقۇر خىتاق پارچىلىرى ئۈچۈن ئىككىنچى قاپلاش؛ سۈزۈش، مۇركسلىتىش، چۈشىش ۋە باشقا ئۇسۇللار بىلەن قورال پارچىلىرىنى سىيىسىداندى (سۆزلۈك دەرىجىسىدە)، كېيىنچە كاربونلاشتۇرۇش، 5-20مكىر پارچىلارغا ئېرىشىش، يۇقىرى سۈرئەتلىك كاربون ئانودا ماترىيالغا ئېرىشىش. بۇ ئۇسۇلدا، پارچىلارنى قوشۇپ چىقىرىشتا، پارچىلار ئىككى قېتىم قاپلىنىپ، ماترىيالنىڭ ئىچكى قەۋىغىدىن تەڭشىلىدۇ، شۇنداق قىلىپ، كاربون ئانودا ماترىيالى يۇقىرى سۈرئەتلىك ئىجرا، يۇقىرى بېسىم قېتىشتۇرۇش، يۇقىرى مۇناسىۋەتلىك قودۇرۇش بىلەن پايدىلىق بولغاچقا.
(1) ئالدىنقى پىششىقلاش
گرافت خام ئەشياسى (يىڭنە كوك ياكى نېفىت كوكسى) ھاۋا ئۇۋىلاش (ئېزىش) ئۈچۈن باغلانما ئارىلاشتۇرۇلىدۇ. ئوخشىمىغان مەھسۇلاتلارغا ئاساسەن ، گرافت خام ئەشياسى ۋە يېپىشتۇرۇش (گرافىكلاشتۇرۇش) ئوخشىمىغان نىسبەتكە ئاساسەن ، ئارىلاشتۇرۇش نىسبىتى 100: (5 ~ 20) ، ۋاكۇئۇملۇق يەم-خەشەك ماشىنىسى ئارقىلىق دىئامېتىرى 5 مىللىمېتىر. ماتېرىياللار 5-10 مىكرونغىچە. ھاۋانى ئۇۋۇلىغاندىن كېيىن ، سىكلون چاڭ-توزان يىغىش ماشىنىسى ئېھتىياجلىق زەررىچە چوڭلۇقتىكى ماتېرىياللارنى يىغىشقا ئىشلىتىلىدۇ ، چاڭ-توزان يىغىش نىسبىتى تەخمىنەن% 80 ، قۇيرۇق گازى سۈزگۈچ يادرولۇق سۈزگۈچ ئارقىلىق سۈزۈلۈپ قويۇپ بېرىلىدۇ ، چاڭ-توزاننى يوقىتىش ئۈنۈمى% 99 تىن يۇقىرى. سۈزگۈچ ئېلېمېنتىنىڭ ماتېرىيالى 0.2 مىكروندىن تۆۋەن تۆشۈكچىلەر بار سۈزگۈچ رەخت بولۇپ ، 0.2 مىكرووننىڭ ئۈستىدىكى بارلىق چاڭ-توزانلارنى توسىيالايدۇ. شامالدۇرغۇچنى كونترول قىلىش سىستېمىسى پاسسىپ بېسىم ھالىتىدە.
فاراقلىق: ئالدىنقى پىششىقلاش توخۇمى قۇرۇلما بولماق، ھەقىقەتەن بوزۇش قاندىن جەنمەلدى. بوزا ئوپتيمالماران مورانا شېرلىك ماسلاشتۇرغۇچلىرى قېتىش نىسبىتىغا کىرگۈزىلگەن بولسا يېقىنقى بىلدۇرۇلغان.
(2) قۇرلۇقلاشتۇرۇش/ئىككىنچى قۇرلۇقلاشتۇرۇش
قۇرلۇقلاشتۇرۇش مصنوعى گرافىت ئىشلەپچىقىرىشنىڭ ئۆلۈم بوشلۇقىدۇر. قۇرلۇقلاشتۇرۇش، ئۇرېدەك زات ۋە دائىرىسگە ئايلانماق قاندىن بەلگىلىنىدۇ.
ئۇرېدەك زات: ئارىتىلغان ماترىيال (بىرنچى ئىشچان 1) سىغىملارلىق قورالغا قوشۇلغاندىن كېيىن بەلگىلەنگەن ق sıcak سىسىخ-چوڭقۇر. 200-300 ℃ سىغىلىشىپ، 1-3سائەتتە خىمىسىي مۇرۇماق بارلىققىمۇ، كېيىن 400-500℃ قۇيدۇرۇلدۇ، 10-20مكىر پارتيلارغا ئېرىشىش.
بارلىققىمۇ ۋە چاپلاشقا، راۋان زات 2 قورال-مۇرۇماق يۈز- ئۆزگەرتىش قىلغىلى خاك بوزۇش، شۇنداقلا 10~20مكىر مەتىن ئۈچۈن 6~10 مكىر پارچىلارغا ئايلانماق.
3. ئېكرانىدا كۆرۈلدىغان ماتېرىيالنى توپ چوتكىلاش ئۈچۈن بوش پايپ ئارقىلىق توپ تىك يېيىلىشقا قايتۇرۇلۇدۇ.
گرافىت پارچىنىڭ ئۆلچىمى، تارقىلىشى ۋە شەكلى انود ماتېرىيالنىڭ كۆپ قىسىم خۇسۇسىيەتلىرىگە تەسىر قىلىدۇ. ئوماق كەلسەك، پارچىلارنىڭ ئۆلچىمى كىچىك بولسا، تېزلىك ئىشلىتىش پۈتۈنلىكى ۋە ئايلىنىش مۇددىتى ناھايتى ياخشى، لېكىن بىرىنچى ئۈنۈم ۋە سۈمۈرۈپ قىلىش تۈزۈلۈشى (حجم ئېنېرگىيە تۈزۈلۈشى ۋە قسماي خۇسۇسىيىتىگە تەسىر قىلىدۇ) يامان، قاتتىق بويالىش تەكشۈرۈش (چوڭ پارچىلارنى كىچىك پارچىلار بىلەن قوشۇپ، كېيىنكى جەريان) تۈرلۈك قسماي خۇسۇسىيىتىنى يېڭىلايدىغاندەك قانۇنلۇق پارچىلارنىڭ شەكلىمۇ تېزلىك ۋە تۆۋەن تېمپېراتۇرىدا ئارقا تەرەپلەرگە چوڭ تەسىر كۆرسىتىدۇ.
ئىككىنچى جەھەتتە قۇرۇشتۇرۇش: كىچىك پارچىلارنىڭ چوڭ سۈپەتلىك ئۈستى پۈتۈنلۈكى، لىتييۇم ئيونلارنىڭ جىق يوللىرى ۋە قىسقا يوللىرى بار، يېڭىلىق پۈتۈنلۈكى ياخشى، چوڭ پارچىلارنىڭ يۇقىرى سۈمۈرۈش دۇنياسى بار ۋە چوڭ قسماي خۇسۇسىيىتى بار. چوڭ ۋە كىچىك پارچىلارنىڭ ئازادىلىكلەرini نازارەت قىلىش، بولسا چوققا خۇسۇسىيەت ۋە مۇۋاپىق كەچىلىكنى بىر ۋاقىتتا قانداق قىلىش كېرەك؟ جاۋاب ئىككىنچى قۇرۇشتۇرۇشنى قوللىنىش. كىچىك دانە نەپتىگىن تۈركۈمدىكى يان ئاق قورال ماتېرىياللىرىنى ئىشلىتىپ ، قاپلاش ماتېرىياللىرى ۋە قوشۇمشلاردىن پايدىلىنىپ، يۇقىرى تېمپېراتۇرا جىيەلىشىگە ۋە ماتېرىيال نىسبىتى، تېمپېراتۇرا ئارقا قۇرۇلۇشى ۋە جىيەلىشىنىڭ تىزلىكتەۋەس يېقىنلاش ، كىچىك دانە ماتېرىياللىرى قۇرىشتۇرۇلۇپ، چوڭ دانە ئۆلچەملىك مەھسۇلاتنى ئېلىشقا قوبۇل قىلىش. شۇنداقلا، شۇڭدۇ بۇرادەللىرىدىكى شەھەر تۆيىلىش سۈپىتىدىن ئارتماق بۈيۈك پارچىلار جەھەتتە ئەمدى سۇغا وۇرغۇن سۈرئەتلەرگە زىيان قىلىشچى بولىدۇ.
فازا: ئىككىنچى قۇرۇشتۇرۇش جەريانى يۇقىرى مىڭلارغا ئىشلىتىش، قاپلاش ماتېرىياللىرى ۋە قوشۇمشلاردىن بەك نۇرغۇن قىلىش ۋە بىر قىسىم تەسىرلىكىچە بولۇپ يېتەكلەنگەن قاپلاش مەسىلىلىرىنى يولغا قويۇش ئارقىلىق كەڭوهار.
(3) گرافىتلاش
گرافىكلاشتۇرۇش تېرمو دنامىكى جارانسىز كاربون ئاتوملىرىنىڭ قىيمەت هارندۇق كاتلام شەكلىدىن گرافىت كرىستال شەكلىگە نىزامەتلىك ئۆزگىرىشتىن بىلەن بولۇپ، يۇمشىق. شۇڭلاشقا، گرافىتلاش جەريانىدا يۇقىرى تېمپېراتۇرا تەرەققىياتى (HTT) تىزىملىپ، ئاتوم بەرپا قىلماق ۋە شەكىل كۆچمەك ئۈچۈن قۇۋۋەت بېرىدۇ. رېفراكتېر كاربون ماتېرىياللىرىنىڭ گرافىتلاش سەۋىيەسىنى يېڭىلىق يەتكىزگۈسى خىل قۇردا كاتالىزدۇرۇش تېجەيدىغاندەك قوشۇلۇشى مۇمكىن.
ياخشۇرۇش ئورۇنلاشتۇرۇش ئىقتىدار شەكلىنىڭ ئامىللىرىباشقۇرۇلۇشى كېرەك:
1. كاچلىقتىكى قۇچاق ماتېرىياللارنى ۋە ماتېرىياللارنى مۇرەككەپ ئېلىش شەكلىنى (گورىزونتال مۇراسىم ، ۋېرتىكىل مۇراسىم ، ئارقا تۈرلۈك شەكىل بولۇپ دەۋرگە كاتالىزسىدۇرۇش ئاچھارلاشتۇرۇلۇش) ۋە ئامىللارغا قوشۇش سەۋىتىنى بەلگىلەش.
2. گرافىتلاش قۇسېندىلىرىنىڭ نۆۋەتتىن پەرقلىق قسماي خۇسۇسىيىتىغا دەھل بولغان كامپوتۇۋا سۈزۈش شەكلىنىڭ يۇقىرى زچىلىق نىسبىتىنىڭ تىز تىپتىس سارس لايۇق خۇش خەۋەردىت.
3، ئالاھىدە شەرتلەرگە كۆرە، قوشۇمچە بەلگا قوشۇش، قارا ماددىسنىڭ گرافىتلاش دىگريسىنى يۇقىرى قىلغان، بىرىنچى دەپ "بەلگىلىك گرافىتلاش" دەپ ئۆز ئىچىگە ئالىدۇ.
فازا: مەخسۇس سۈپەتتىكى ئەقلىي گرافىت تۈرلىرىنىڭ قىزىتىش ۋە چىڭىتىش تىزلىكى، تۇتۇشتا بولغان ۋاقتى، بەلگىلەر ۋە شۇنداقلا ب.م.ش. ئايرىم تۇرىغا جەدۋەل ئىشلىتىپ، ئىجرا ۋە خىرىج مەبلەغىдин بويۇن كەۋرە تىزلىكتە يىلانگاچ قايىشلارمۇ بار. ئالدى ۋە ئاخىر جەرەيلىشىشتىن ئايرىلغان گرافىتلاش جەرەيلىشى، خۇسۇسۇيلا قىزىتىش ۋە چىڭىتىش جەرەيلىشى، ئاساسەن پىروگىرامما ۋە بولاپ شۇنچىلىك چۈشكىلىك، لېكىن گرافىتلاش ۋاقتى ئۇزۇن، ئەقسىن قوشۇش سېرىق، شۇڭا تېخىمۇ كۆپ سىيرىق تېخنىكا زائىيىتى سودا قىلىنىشى كېرەك، تېخنىكىلىق ئاشۇشتۇرۇقنىڭ خەۋپى يوق.
(4) قاپلانغان كاربونلاشتۇرۇش
قاپلانغان كاربونلاشتۇرۇش: قاپلانغان كاربونلاشتۇرۇش گرافىت بەنزەر كاربون ماتېرىيالنى "ئاساس" سۈپتىدە ئىشلىتىپ، ئۇنىڭ سۈرتكۈسىگە بىر قەۋەت بىرىنچى نۇمۇر شەكىلدىكى بىنائى كاربون ماتېرىيالنى قاپلاپ، "ئاساس-قەۋەت" قۇرۇلمىسىغا ئوخشاش پارتللارنى ھاسىل قىلىدۇ. ئومۇمەن ئىشلىتىلىدىغان بىنائى كاربون ماتېرىياللىرىنىڭ ئالدىنقى مەنبەلەرىگە پېنوئېل رەسسىن، تۆككەن سودا، سىتۇرېك كەسىل قاتارلىق تۆمۈر زىيا قارا ماددىلار كىرەيدۇ. بىنائى كاربون ماتېرىياللىرىنىڭ ئارا بوشلۇقى گرافىتنىڭ بوشلۇقىدىن چوڭ، بۇ لىتيي ئىلانلارنى تەرەققىي قىلىش تەتقىقاتىنى يۇقىرىس ئالغا سۇرۇشقا بولىدۇ. SEI قىغىشى، بىرىنچى ئۈنۈم، ئايلىنىش ياش ئاشۇرۇش قاتارلىقلارنى يۇقىرى سۈپەتتە كۈچلۈك ياسىلىدۇ.
فازا: پەرقلىق ئىجراچىلار بىرىنچى نۇمۇرلىرىنى تېخىمۇ ئوخشىمايدىغان ۋە بىرىنچى قىزىتقىش جەرەيىلىرنى تاللاپ، قاپلاش قەۋەتنىڭ ق thicknessەب كەڭلىكى ۋە بىرىنچى رىتۇرنىڭ پەرقىگە سەۋەب بولىدۇ، شۇڭا مەھسۇلات خىرىجى ۋە ئىجرا بىرىنچى تۈزۈش ئالماشتۇرۇشقا ئېرىشىدۇ.
(5) سىرت بەرمەك/ بۆلۈش
گرافىتلاشقان ماتېرىياللار ۋاكيۇم ئارقىلىق بال ماشىناسىغا يوللىنىپ، كىشىلىك قوشۇلۇش ۋە بال ماشىناسىغا دۇ مامۇرغا كەكلە بۇلۇق. ئۇلار 270-بىز بوزاقسى ئالغا سۈرۈشنى سۈزۈپ، سۈزۈشتىن تۆۋەن ماتېرىياللار كۈزىتىلۈپ، ئۆلچىتىلىپ، ئېچىلماقچىلىق بىلەن قوشۇش بىلەن ساقلاشقا مۇناسىۋىتى قۇرالدى.


Spodumene ۋە lepidolite لىتيۇم بار مەادلەرنىڭ بەك مۇھىم بولغان بىر قىسىم مەندرىلر، ئۇلارنى قايتا ئىشلىتىش جىددىي بىلشىدۇر

قاتتىق كاربون ئانود ماتېرىيالى ناترىي ئىئون باتارېيەسىنى تاۋارلاشتۇرۇشتىكى ئەڭ ياقتۇرىدىغان ماتېرىيال

ئېكسوگېنيك مەندرىلەرنىڭ ئەڭ بىلشىق اتراپى سودا گولدىكى سىغائەت گول. سودا گول، دەپ ئاتىلىدۇ

ئالتۇن رۇدىسىنى بىر تەرەپ قىلىش جەريانىدا مۇھىم ئۈسكۈنىلەر بىلەن تەمىنلەڭ ، مەسىلەن CIL / CIP سىستېمىسى ، فلوتسىيە ھۈجەيرىسى…

قۇرۇم باقماق ئەنئەنىۋى سىيازماغان سىرت بېسۋىلىش ئۇسۇلۇدۇر، بۇ گولنى چىقىرىش ئۈچۈن Flexible ۋە ئىقتىسادى

ئۆز ئىچىگە ئالىدۇ: يەككە تاللىق يۈرۈشلۈك تېكىستۇرلاشنىڭ ئۈسكىنىسى، يۈرۈشلۈك تېكىستۇرلاشنىڭ يۈكلىگۈچ/يۈكلەنگۈچ، تۆۋەن بېسىم...

تەشۋىق قىلغۇچى SF يۈرۈشلۈكى ئۆزلۈكىدىن تەقلىد قىلىش ماشىنىسى ۋە XCF / KYF يۈرۈشلۈك ئۆپكە شەكىللىك ھۈجەيرە بىلەن تەمىنلەيدۇ.

بەلەن توغىدىغان ماشىنا، ئۇنىڭ ئېچىش چوڭلۇقى ئۇنىڭ ئەڭ چوڭ قوبۇل قىلىش چوڭلۇقىنى بەلگىلىيدۇ. بەلەن توغىدىغان ماشىنىنىڭ سۈنئىي قويملىقى

تەشۋىق قىلغۇچى ئوخشىمىغان LIMS (تۆۋەن زىچلىقتىكى ماگنىتلىق ئايرىغۇچ) ماگنىت ئايرىغۇچ بىلەن تەمىنلەيدۇ

بىزنىڭ مۇندار ئەندىرىش ئەترىتى موبىل تىپى رادىئال توغىداتقۇچى، لودىر لايىھە قىلىش ۋە ئىشلەپچىقارمايدۇ

Prominer كاربوننىڭ بىرىنچى ۋە ئىككىنچى پىشۇرۇش ئۈچۈن تۈرلۈك تۇرغۇزۇش بويىچە ياردەم بېرىدۇ.
مەھسۇلاتلىرىمىز ۋە ھەل قىلغۇچلىرىمىز ھەققىدە كۆپەرەك بىلمەك ئۈچۈن تۆۋەندىكى فۇرمېنى تولدۇرۇڭ، بىزدىن بىرى نەپسىمىز سىزگە يېقىندا جاۋاب بېرىدۇ
Shandong ۋىلايىتىدىكى 3000 TPD گول فلوٹلاش پروژىسى
سىچۈەندىكى 2500TPD لىتىي رۇدىسى
فاكس: (+86) 021-60870195
ئادرېس:No.2555, Xiupu يولى, Pudong, Shanghai
ھوقۇق ۇچۇر سوت ئىسمى © 2023.بىر مۇراد (شياڭخەي) مىنىڭ تېخنىكا شىركىتى، چەكلەنگەن.





